Solutions for Your Magnetic Needs

Magnetic separators for capturing, controlling and removing ferrous tramp metal contaminants from products and processing systems. These magnetic separators will ensure product purity and protect processing equipment from
tramp metal damage.

Puritan Magnetics manufactures a wide range of permanent and electro type magnets, components, and devices for holding, lifting, conveying, fanning and other material handling applications.

From flat laser cut sheet metal to completely fabricated products we can provide what you need. We specialize in stainless steel, but work with all types of materials. Low volume or high volume.
Magnetic Separation Equipment
Magnetic Separation/Protection equipment is used to remove ferrous tramp metal contaminants from dry particulate, liquids, and slurries in the process of grain, feed, sugar, cereal, chemical, mineral, plastics, oil, textile, salt, pharmaceuticals, and recycled products, to name a few.
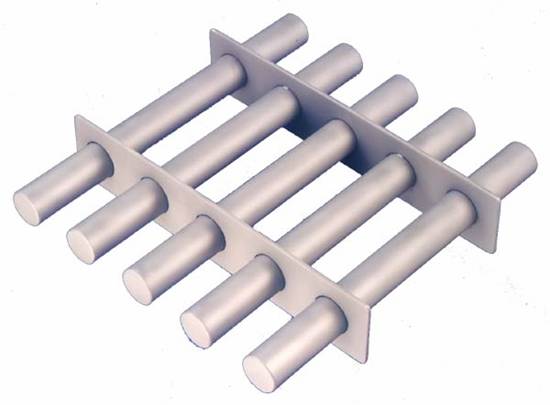
A partial list of Separation Equipment would include magnetic plates, grates, drawers, drums, humps, pulleys, spouts, and belts. These magnetic separators will ensure product purity and protect processing equipment from tramp metal damage.











Material Handling Equipment
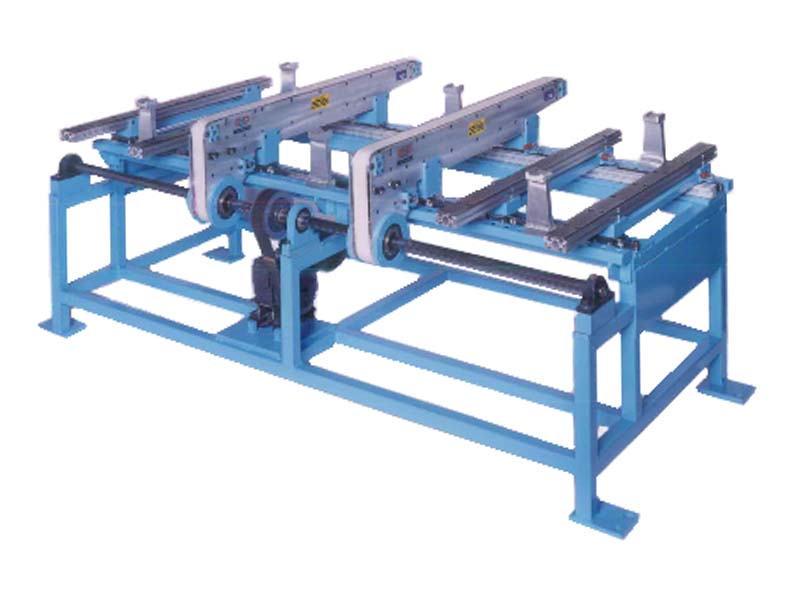
Material Handling industrial magnetic equipment includes conveyors, conveying rail, fanners, sweepers, hand tools, holding and fixturing, lifting, and many other magnetic designs. Material Handling products can improve employee safety and automate existing systems.
Special designs, and engineering assistance are always available for difficult applications.








Quality Features of Puritan
Magnetics Equipment
-
100% stainless steel enclosed construction where applicable.
-
Manual, EZ CLEAN, and POW-R CLEAN options available to simplify cleaning.
-
Heavy duty leak proof, positive seal, hinge and latch designs.
-
Highest available grades of permanent magnetic materials including ceramic, rare earth, and alnico.
-
Heavy duty 3/16 X 1-1/2 X 1-1/2 stainless steel angle inlet and outlet flanges.
-
Pre-engineered for easy installation.
-
Inspection and maintenance access doors where applicable.
-
All seals, wipers, and gasket materials conform to U.S. Food & Drug Administration (FDA) standards.
-
A wide range of standard sizes to choose from.
-
Special, custom sizes are available.
What's New
New! EZ CLEAN Retractable Vertical Spout Magnet
Puritan Magnetics' new EZ Clean Retractable Vertical Spout Magnet is engineered to remove fine to large ferrous contaminants from high-volume, gravity-fed product streams.
Powerful opposing magnets uniquely mounted to the outside of the housing inlet helps direct product towards the magnets for outstanding performance in all grain and feed industry applications. Unlike other vertical spout magnets, these magnets retract from the housing for cleaning, taking the tramp metal out of the product flow area, so there is less of a chance for tramp metal returning to the process system.
Tramp metal is discarded safely into collection trays.

Construction
• Highest available grade of magnet material
• 100% 304 stainless steel, all welded rugged
construction
• Dust-tight construction, food-grade gaskets
• Two heavy-duty magnet working surfaces
Other Features
• Pre-engineered for fast field installation
• Heavy-duty pre-drilled angle flanges
• Custom inlet and outlet transitions
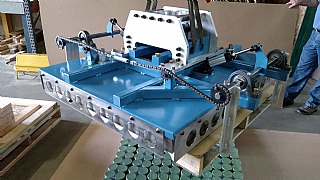
Magnetic Palletizing Head Video
See our Magnetic Palletizing Head in action!
Contact Us with Questions
Contact Us
This facility houses a wide range of fabricating and machining equipment where the manufacturing of Puritan products takes place.
Address
533 S. Lapeer Rd.
Suite 100
Oxford, MI 48371
Contact Us
Toll Free: 800-SUREMAG
Phone: 248-628-3808